-

-

-

-
 本麹造りのための現代的な麹室
本麹造りのための現代的な麹室 -
 全量自社精米で、
全量自社精米で、
米を大切にゆっくりと磨く -
 綺麗な付きハゼの麹があってこそ
綺麗な付きハゼの麹があってこそ
綺麗な味わいのお酒になる -
 独自の制御の瓶燗で低温殺菌し
独自の制御の瓶燗で低温殺菌し
安定した品質と吟醸酒のきれいな味を実現





気品ある香り、安らぎある味、綺麗な余韻が調和し、「引き算の美学 -the art of subtraction- 」を体現しています。
製法のこだわりはページ下部を御覧ください。
| 醴泉の美味しい飲み方はこちら |
人気商品
-

熟成の違いが楽しめるみりん 1年✖︎2本 3年✖︎1本 10年✖︎1本セット(コード530*2 523*1 516*1)
7,304円(税込)
みりんの熟成年数違いを楽しむ500ml 4本セット。 1年熟成2本(500ml) 3年熟成1本(500ml) 10年熟成1本(500ml) を…
-
玉泉堂 純米本味醂 三年熟成 1800ml×2本 (弊社コード:522)
7,260円(税込)
送料無料2本セット!みりんは賞味期限が無限なので、送料無料セットがおすすめ! 原料米 麴米 兵庫県産「山田錦」75%精米 もち米 岐阜県産…
-
玉泉堂 純米本味醂 三年熟成 500ml×6本(弊社コード:523)
7,788円(税込)
原料米 麴米 兵庫県産「山田錦」75%精米 もち米 岐阜県産「たかやまもち」82%精米 エキス分 46度 酸度 0.4 アミノ酸…
-
ピークモルト美濃養老 シングルモルトウイスキー 700ml (弊社管理コード:618)
17,600円(税込)
全て自社蒸留&熟成した ウイスキーです。 本商品も、名水の地、養老の伏流水で仕込んでいます。 シェリーカスクの クリアな香りが抜けていき、 …
製法のこだわり
1. 醴泉について
「引き算の美学」「透明感」「純粋さ」を表現するのが「醴泉」の日本酒です。
西暦717年、日本で、元正天皇が弊社近くの養老伝説(老いた親を養っていたら滝の水が酒になった)のある滝と泉に立ち寄り『醴泉』と言及しました。また、元正天皇は年号とこの地域を「養老」と名付けられました。所在地の岐阜県養老郡養老町にもその名が残っています。
2. 良質な伏流水
元正天皇は、二度も養老を訪れており、その水の美味しさは歴史書でも評価されています。玉泉堂酒造は、養老山系の非常に軟らかい伏流水を用います。
この超軟水は、酒造りでは酵母の増殖が穏やかで、低温長期発酵する綺麗な味わいの吟醸酒に最適です。
3. お米へのこだわり
高品質な日本酒づくりには、高品質なお米が重要です。
1994年に、複数の蔵元で、米にこだわった団体「フロンティア東条21」が、結成されます。
これは、酒造好適米の中でも王様である「山田錦」という品種、中でも理想的なテロワールである兵庫県加東市東条地区産の山田錦を使って日本酒を醸す団体です。山田錦は、芯に微細な隙間があり、コウジカビが中心部まで到達しやすく、少ない麹菌で効率よく酵素を生成することで、綺麗な味わいにつながります。また、山田錦は、芯に微細な隙間がありながらも精米工程において割れにくく、吟醸酒に向くところも特徴です。山田錦の産地の中でも、兵庫県東条地区は手間を掛けた生育と良い田と灌漑設備で知られています。
参加蔵元の主な銘柄は、
「義侠」「初亀」「醴泉」「磯自慢」「美丈夫」「松の司」「黒龍」「明鏡止水」「飛露喜」「十四代」「東洋美人」「伯楽星」
です。これらの銘柄は、日本酒の高品質化に初期から関わっているということを意味します。弊社も、吟醸酒以上を中心に、東条地区特等山田錦で醸しています。
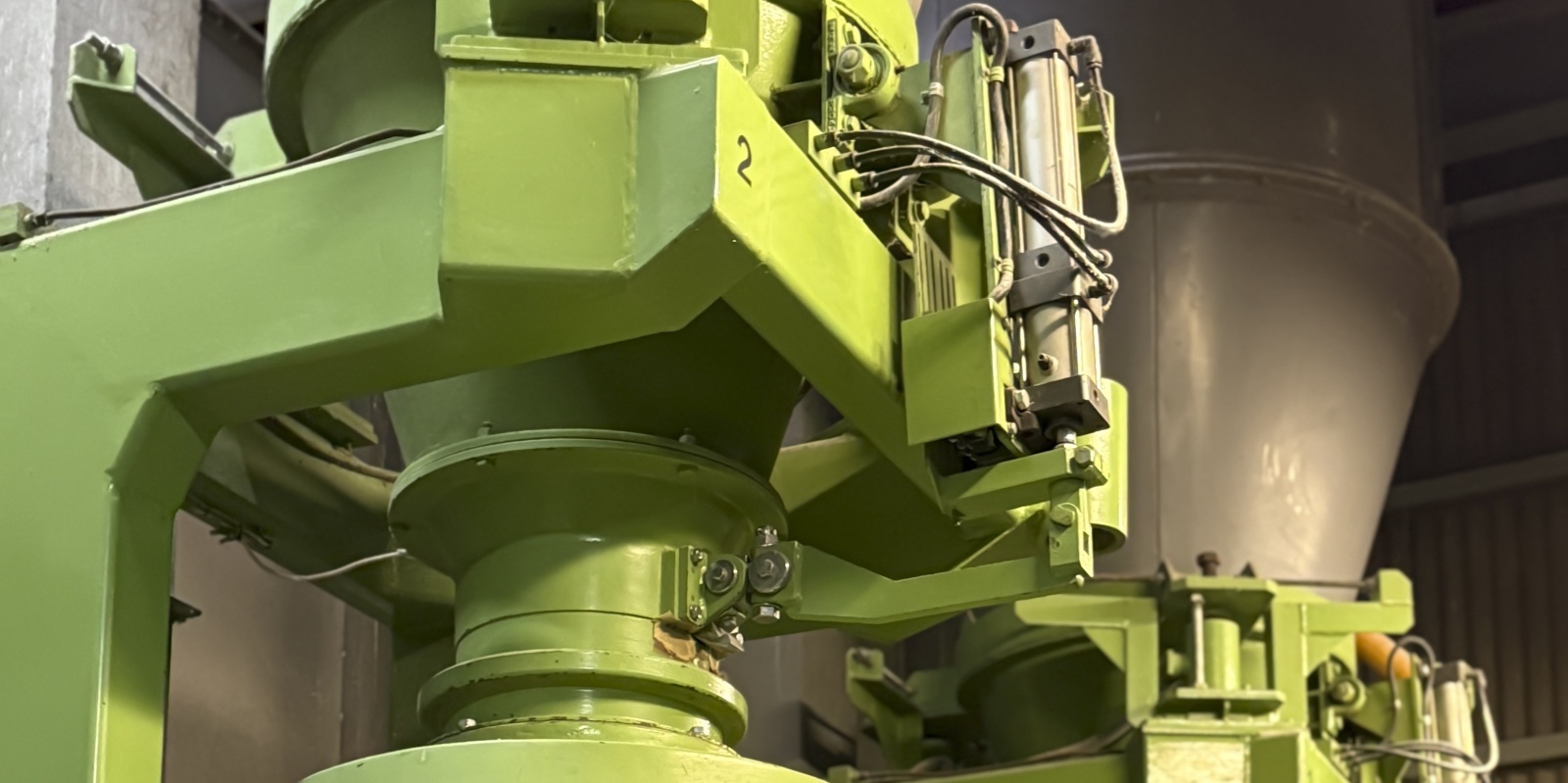
4. 全量自社精米
米は、外側に脂質やタンパク質が多く、精米を行ってこれを綺麗に磨き取ることで綺麗な味わいの日本酒になります。
玉泉堂酒造は、自社内に精米所があり自社ですべての精米を行っております。
メリット①時間をかけて摩擦熱を逃しながらお米に優しい(割れにくい)精米ができます。
メリット②毎年異なる米の特性を上流で把握して酒造りに活かす事ができます。
5. 自社開発の洗米と限定吸水
自社改良の洗米機は、マイクロバブルでお米から糠だけを綺麗に取り除き、白米10kgごとに桶に浸して吸水させます。酒米の吸水率は、10秒吸水が伸びると1%近くも上がるほど繊細です。良い麹、良いお酒を造るためにはこの吸水率の厳密な管理が求められます。
6. 甑(こしき)での蒸しの工夫「抜けがけ」
米を蒸すときは、蒸気の圧力と温度を、製蒸器で厳密にコントロールします。そして、甑(巨大な釜)の中に、蒸気が抜ける毎に少量ずつお米を敷きます。お米の振る舞いを見ながら行うので、手間はかかりますが吟醸酒に適した良い蒸しができます。
7. 丁寧な麹づくりによる「本麹仕込み」
でんぷん質のお米は、麹に糖化され、酵母によって日本酒に変化します。麹をつくる際の湿度・温度・品温の管理は極めて繊細です。
麹の仕上がりは大きく以下の3種類に分けられます。米を溶かす力のない「ぬりはぜ」、米を溶かす力は大きいが独特の強い味と香りになる「総はぜ」、米を溶かす力がありつつ綺麗な味わいを実現する「つきはぜ」です。醴泉は綺麗な味わいに結びつく「つきはぜ」を目標に麹を作ります。
弊社は、積み重ねた経験とデータをもとに24時間湿度温度を自動で調整される麹室で高品質な麹を造り、無添加の「本麹仕込み」を行っています。コウジカビでの並行複発酵は、世界文化遺産にも登録されました。一方で、米と水と麹だけで仕込む酒蔵はかなり希少になりました。醴泉(れいせん)の、米と水と麹だけで造る「本麹仕込み」の日本酒には、「引き算の美学」を感じる自然な味と香りの調和があります。
8. 仕込みの工夫「蒸米を休ませる」「厳密な温度管理」
甑から蒸し上がり放冷機で粗熱を取った蒸米を、空気にさらして休ませ、米を安定した状態にします。これにより、発酵が穏やかになり、優しい味わいになります。
品温は、タンク内5箇所の温度を1日に4回以上測定し、狙った通りの吟醸造り(低温長期発酵)を進めます。
9. 瓶詰め&低温殺菌火入れ「瓶燗」
弊社では、特別純米と吟醸酒以上のお酒について「瓶燗」での一回火入れを行っています。これは、瓶に生酒を充填した状態で、別の機械に移して瓶の外にお湯を流す方法です。手間のかかる「瓶燗」の最大のメリットは2つあり、より低温で殺菌するため日本酒本来の風味を楽しめること、タンパク質の変性が少ないためきれいな味わいになることです。
10. 静音大型冷蔵庫での低温安定熟成
瓶詰後は、常時4℃の専用大型低振動冷蔵庫にてラッピングし約1年間熟成することで、格調高い味わいになります。振動を与えないことも熟成の鍵です。
P.S. 新酒鑑評会について
弊社は、1989年-92年まで4年間連続で、新酒鑑評会で金賞を受賞しました。21世紀に入り、あえて新酒鑑評会に出品しておりません。
我々は、実際にお届けする日本酒の技術を磨き、本質的な酒造りと真剣に向き合っています。